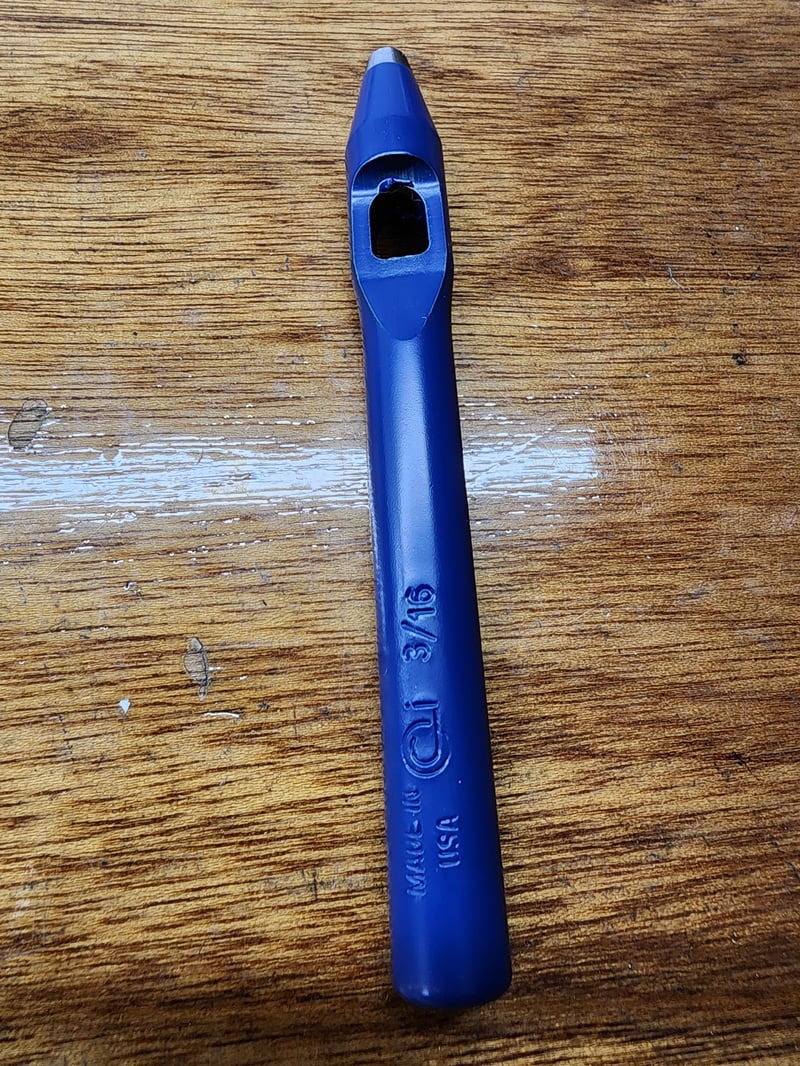
O'Brien Consolidated Industries marks three pieces of information at once on every flat hex handle hand punch it ships: "Made in USA," the OCI logo, and the punch diameter. The issue that arose is the rounded surface of the round-handled punch. OCI replaced a set of separate hand stamps with one concave D-2 steel die from Durable Technologies. Each punch face is round, and the marks have to land at the same depth, so they read cleanly once painted. Durable also supplies OCI with flat dies up to 2-1/8 inches.
A single stroke of a 20-ton press now applies all three marks at once, on the curve, at consistent depth. The dies have run for nearly a year across punches ranging from 3/16-inch to 1-3/4-inch diameter, at 10,000 to 20,000 parts per size. The information that follows explains how the die works, why flat tooling fell short when marking on a curved part, and when a custom die is worth the cost.
Table of Contents
- What is a custom stamping die?
- How do you stamp a logo, country of origin, and size onto a curved part at once?
- Why switch from flat dies to a concave die?
- What is D-2 tool steel, and why use it for marking dies?
- How does a custom die hold up across high-volume runs?
- When does a custom stamping die make sense for your parts?
What is a custom stamping die?
A custom stamping die is a hardened steel tool cut with your exact text, logo, or layout that presses a permanent mark into a part in one stroke. "Custom" means the characters, spacing, depth, and the shape of the stamping face are made for your part instead of pulled from standard type.
Off-the-shelf hand stamps carry one character or a short, fixed set. A custom die combines everything you need to mark into a single tool: a country-of-origin line, a logo, a part number, and a size. Because the whole layout strikes at once, every mark sits in the same position on every part, at the same depth.
Depth is the part people underestimate. When marks get paint-filled or read by an operator down the line, even depth is what makes them legible. Shallow or uneven marks fill unevenly and look inconsistent. Durable Technologies cuts these dies in tool steels matched to the run, including D-2 for high-volume work.
How do you stamp a logo, country of origin, and size onto a curved part at once?
OCI makes circle hand Arch Punches from 3/16-inch to 4-inch diameter. Each one needs to be stamped with the OCI logo, size, and the non-cast handles need the country of origin as well.
The new and improved style one-piece punch features round handles. This created an issue with sizes 3/16-inch up to 1-3/4-inch, as the round handles changed in diameter and the flat dies did not stamp complete images on a curved surface. This led to the calibration with Durable Technologies.
The concave dies were the answer. Durable worked well with O’Brien’s and developed cost-effective solutions. They were even able to make two sets of logo and country of origin dies that were able to be used with several sizes of round handles, which was a great cost-effective solution.
Why switch from a flat die to a concave die?
A flat die cannot make even contact across a rounded face, so part of the mark lands deep and part lands shallow. A concave die matches the curve and transfers the whole layout at one consistent depth.
OCI had always run flat dies, so curved tooling was new ground. To make the change low-risk, Durable's applications contact, Chris, sent samples to evaluate before OCI committed to the full set. That let the team confirm the marks landed evenly and painted cleanly on real parts, not just on paper.
We had always used flat dies, so these curved ones were new to us. Chris made it easy. He sent samples to test, and the process was simple from there. They have been running for almost a year now with excellent results. Sonia Parisi, Office Manager, O'Brien Consolidated Industries
What is D-2 tool steel, and why use it for marking dies?
D-2 is a high-carbon, high-chromium tool steel that holds a sharp engraved edge, and resists wear under repeated impact, which makes it a common choice for marking dies on long production runs. Hardened D-2 keeps mark definition consistent across tens of thousands of strikes.
A marking die lives or dies on edge retention. Every strike puts the engraved characters under load, and softer steel rounds off over time, which leaves marks shallow and fuzzy. D-2 is air-hardening and dimensionally stable through heat treat, so the detail the die is cut with is the detail it keeps.
For OCI's volumes, that wear resistance is the difference between recutting dies often and running the same die for a year. Durable matches die steel to the job and uses D-2 where impact and run length call for it.
How does a custom die hold up across high-volume runs?
A properly hardened custom die marks tens of thousands of parts without losing definition. OCI runs 10,000 to 20,000 punches per diameter, and the Durable dies have held mark quality for close to a year.
Volume is where tooling either pays off or turns into a headache. OCI makes a lot of marks. Across the full diameter range, one set of concave dies has stayed in service with no drop in readability or paint fill.
That consistency is what justifies a custom tool over a drawer of individual stamps. One setup, one stroke, repeatable results at scale.
When does a custom stamping die make sense for your parts?
A custom stamping die makes sense when you mark the same information on every part, need consistent depth for paint fill or readability, or stamp curved and contoured surfaces that flat type cannot reach evenly.
If your marking step uses several stamps per part, or your marks come out uneven on a radius, a single contoured die can cut steps and steady the result. The tooling cost is front-loaded, and it earns back over time resulting in fewer steps and fewer rejects.
Have a curved or multi-mark part that's slowing down your marking process?
Talk to Durable Technologies about a customized stamping solution.